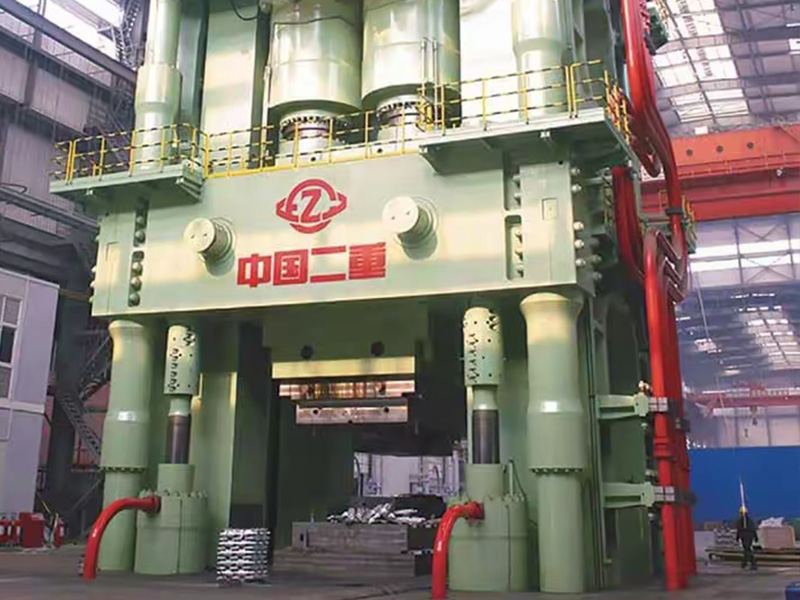
油缸类型与布局
主缸:通常位于垂直方向,提供主要锻造力(如630吨机型主缸压力达630吨),驱动滑块下行完成镦粗、挤压等动作。
侧缸:分布于水平方向(一般2-4个),提供侧向压力(如630吨机型侧缸压力630吨),用于闭合模具、控制锻件侧壁成形。
顶出缸:位于下横梁,用于顶出成型后的锻件(如630吨机型顶出缸压力100吨)。
穿孔缸(部分机型):用于锻造带内孔的零件(如阀体、管接头),通过顶部穿孔实现空心结构。
关键结构
缸体与活塞杆:缸体采用优质锻钢(如45#钢),活塞杆表面经中频淬火处理,硬度高、耐磨性强。
密封系统:采用进口密封元件(如聚氨酯、氟橡胶),确保无泄漏,维修方便。
导向套:支撑活塞杆移动,减少摩擦,通常采用球磨铸铁制作,抗偏载能力强。
工作原理
合模阶段:水平侧缸驱动左、右凹模闭合,并以足够合模力压紧坯料。
锻造阶段:垂直主缸驱动上冲头下行,对坯料进行镦粗和挤压,同时侧缸同步施加侧向压力,使金属充满模腔。
保压与回程:主缸保压延时确保锻件稳定成型,随后泄压并快速回程;侧缸卸去合模力后返回,顶出缸将锻件顶出。